Praktické zapojení termočlánků
Podobně jako u odporových snímačů teploty, i termočlánky vyžadují jisté kompenzace.
Hlavní vliv na výsledek měření má účinek teploty okolí na studený spoj a úbytek
napětí v důsledku vlivu skutečných odporů v obvodu.
Kompenzaci vlivu okolní teploty lze řešit několika způsoby, v současné době
je často využívána kompenzace pomocí termostatu a též elektrická kompenzace.
V prvním případě je studený (srovnávací) spoj umístěn do lázně, kde je pomocí
regulace udržována teplota s odchylkami v desetinách °C. Při použití elektrické
kompenzace je v obvodu zapojen můstek s třemi pevnými a jedním měděným odporem.
Pokud dojde k odchylce od referenční teploty (20 °C), dojde díky změně odporu
měděného vodiče k rozvážení můstku a následné kompenzaci.
Pro kompenzaci vlivu skutečných odporů v obvodu (tzv. parazitní termoelektrické
napětí) je používán kompenzátor s konstantním odporem nebo proudem.
Měřené termoelektrické napětí je získáváno nejčastěji výchylkovou
nebo kompenzační
metodou. Jelikož jsou moderní termočlánky často vyrobeny z poměrně drahých kovů,
pro spojení samotného teplého spoje se zbytkem snímače se používá tzv. kompenzační
vedení. Jeho materiál nesmí do obvodu zanášet žádné parazitní termoelektrické
napětí. V ideálním případě je použit stejný materiál jako u jedné z částí termočlánku,
jinak je vedení tvořeno např. měděným vodičem.
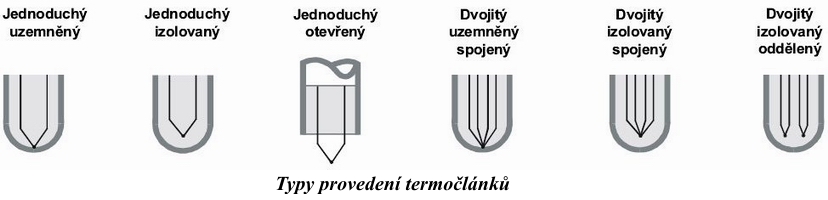
V praxi existuje velké množství provedení samotného snímače. Termočlánky se
pro své miniaturní rozměry prosazují v oblastech, kde je třeba měřit bodovou
teplotu. Bez zvláštních ochranných prvků je tedy lze použít i pro měření teploty
proudících plynů či tekutin. Nejběžnější konstrukce čidel ukazuje následující
obrázek:
Termočlánky s otevřeným koncem se využívají též např.
v anemometrech pro měření
rychlosti plynů. Izolovaná čidla jsou oddělena pomocí prášku MgO od ochranného
pouzdra, což sice snižuje rychlost odezvy, ale při uzemnění kovového ochranného
pouzdra lze takto odstranit působení rušivého elektrického pole.
Samotné spojení dvou kovových vodičů, tvořících termočlánek může být provedeno
několika způsoby na základě použití čidla. Používá se svařování nebo pájení
pomocí měkké či tvrdé pájky (do 700 °C).